
50年太久,只争朝夕。东风开拓进取、奋斗不息的历程注定继续,新一代东风人,拥有同样的勇气,站在更高的起点,具备全球化视野,无疑将续写更辉煌的东风履历。
文/《汽车人》张敏(微信公众号:汽车人传媒)
东风公司即将迎来50岁的生日。 50年前发轫之时可谓筚路蓝缕,东风汽车集团有限公司书写了一部自强不息、奋发向上、开拓创新的历史。 它的历史,和共和国工业成长史一脉相承。 从一片荒芜的大山中起步,东风公司已经形成了以武汉为中心,襄阳、十堰、广州为翼,进而辐射全国的生产制造格局。 在市场层面,东风公司构建了遍布全国的销售网络,并成功在海外数十个国家落地生根。 这是一个全球化的东风。 在中东、非洲和东南亚拥有制造基地,在瑞典建有研发基地。

这也一个开放的东风。 通过与日产、本田、起亚、PSA等外方合作伙伴的多年合作,借鉴、吸收世界领先汽车企业造车、管理、运营、营销等多维度经验,汇聚强大的技术和人才,不断反哺自主事业。 50年的时间,足以让一个呱呱坠地的婴儿,成长为一个阅历丰富、冷静自省的中年人。 东风的天命之年,仍充满青年人的激情与活力。 今年1-7月份,东风公司累计销量196.57万辆,同比增幅高于行业3.3个百分点。 市场持续下滑,东风销量整体跑赢大势预示着,转型升级时期的东风仍然稳健前行。 这是创新前行的东风。 无论是“三个领先、一个率先”,还是“五化”战略,东风公司已经准确把脉汽车业未来,并付诸行动。

东风公司董事长、党委书记竺延风
无论历史如何变迁,未曾更改的是,自立自强的创业初心。“50年前,在大山里的建设留下了非常好的精神财富,我们叫‘马灯精神’。”东风公司董事长、党委书记竺延风说。

翻天覆地的变化,历史与未来的交织。《汽车人》试图从东风公司变迁中,窥见制造业转型、裂变,与日益强大的中国背后少为人知的细节。
生产方式恍若隔世
2019年4月12日,武汉,东风本田第三工厂正式投产,全新生产线下来的CR-V缓缓前行,在它途径的冲压、焊装、全铝车身和涂装车间,工人数量也屈指可数。 值班班长王景清穿着纯白色工装,而不是像他的前辈那样,穿着耐脏的深蓝工装,坐在一尘不染的冲压车间的总控室内。

当天是个大日子,第一批冲压坯已经准备就绪。 但和换装生产一样,当天需要换模。 以往这种“大活儿”需要全线停工4个小时,而现在全自动化操作,只需要3分钟,检查时间倒有点长,“长达”7分钟。 整条冲压线停了10分钟,就开始启动。 王景清不需要动眼前控制面板上的按钮,他只需要监测进程就可以了,只有出现异常才需要他手动干预。 按照自动系统编好的流程,高速冲压线在钢铝材质之间无缝切换。 铝板直接气刀分张,不用像钢板那么麻烦。 他只能隐约听到车间高速冲压的声音——总控室的隔音设计,达到世界一流水准,为了保护一线工人的职业健康。 十分钟的功夫,一批前翼子板就已冲压完毕。 它们将自动装在黄线外的AGV小车上,送往焊装车间。
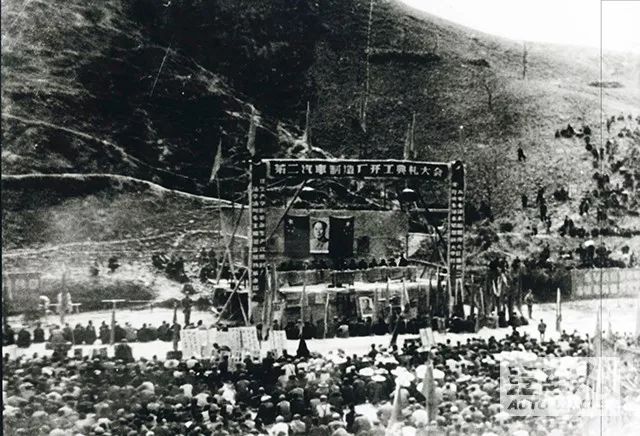
如果将时间倒拨50年,简直恍若隔世。 在鄂西北的山沟里,一个只有100多人的小镇。 曾在1950年奉命参与筹建一汽的归国留学生支德瑜,再次参加二汽筹备,到了十堰,他也不禁担忧。 生活条件差可以将就,生产基础条件根本不具备怎么办? 那时他已经46岁了,一切都要从头开始。


他被任命为二汽材料口负责人,工作重点是负责组织提供金属材料。 芦席棚、马灯、竹筐、扁担,二次创业者们整天与这些农业时代的工具为伍,干的却是不折不扣的重工业。

第一辆试装卡车,正是在芦席棚里攒出来的。 第一辆2.5吨级军用卡车在1969年9月22日举行下线仪式。 他们当时认为,这辆车出厂,标志二汽正式具备生产能力。 以后几年的事实证明,当时还是太乐观了。 更大的考验在等着他们。 国家缺少镍、铬冶炼技术,支德瑜和他的团队就尽量使用硅、锰、钒、钛做出合金钢。 甚至用低磷铸铁替代钢,球墨铸铁替代锻钢,还要保证整车质量。 当时毫无生产线的概念,讲究的是车间配合。 尽管条件太差,二汽在个别技术上仍然达到国际领先。 支德瑜说,当时的杜孔明厂长带领精铸厂,能做到低成本铸造普通汽车零件,而国外蜡模成本太高,只用于高端不锈钢件。

原二汽材料口负责人支德瑜 支德瑜说,我们有望利用产量丰裕的铝、镁和稀土,能做出更优良的汽车。 他说这番话的时候是2019年,96岁。 他在漫长的工作生涯中曾做过很多美好的设想,但从未能想到有本文开头那样高度自动化的车间和生产线。 一汽是苏联援建的156个工业重点项目之一,而二汽则完全是中国人自己建立的第一个大型卡车制造厂。 在居于一隅的贫困山区,中国人的汽车梦想生根发芽,发展壮大,从设计年产量1000辆,到今天年产400万辆整车,销售额超6000亿元。
“打铁铺”的蜕变
被戏称为“一间打铁铺”的制造厂,是没有研发可言的。 当时二汽生产汽车,只有个生产大纲,没有图纸、没有团队,甚至没有做设计的地方。 二汽创始人饶斌,一开始团队连自己只有6个人,夹着皮包跑来跑去,被称为“皮包公司”。 后来他向国家要求,从一汽调配100个干部,总算终结了“皮包公司”的称呼。 当时最容易的做法,是要来一汽的图纸,直接放大产能。 而饶斌则说,办新工厂,要用新技术,要比一汽有进步。 二汽不能走所有配套车间都挤在一起这条路,只抓冲模、刃量具,还要抓总成、动力、电气仪表厂,其他零件,大部分要靠外部供应厂解决。 应该说,这个想法,与现在供应链扁平化有相通的地方。 但是,当时的出发点是基于国家战略安全的角度去考虑的,包括选址在十堰。

陈祖涛是我国汽车工业的奠基人之一。 他承担了川汽、北汽、南汽等大型项目的规划工作。 作为二汽的5人领导小组成员之一,他负责了二汽工厂设计工作。 在张湾和十堰的农田、村镇之间,二汽第一个“席棚顶”车间,比职工们居住的“茅草顶”条件好多了,但和如今的现代化车间,不可同日而语。 从一开始没有“家底”,到今天的“家大业大”,东风人前赴后继,付出了艰辛的努力。

当年的圆规、丁字尺、晃晃悠悠的木桌子,就充作设计部门的家当了。 如今的东风公司技术中心已有3000多名研发追梦者。 下设乘用车研究院、军用车研究院、汽车技术研究院,包括整车部、动力总成部、试验部等21个部门。 单是一个试验部,就拥有设施完善、技术手段先进的综合整车试验场和14个专业实验室。 新建的整车半消声试验室、整车排放耐久性试验室、整车振动试验室和电磁兼容试验室技术能力,达到国内先进水平。
50年风雨吹落年华
50年前的条件,很难描述的艰苦。 物质缺乏只是次要问题,关键在于建厂资源的匮乏。 出生于1940年的孙家炳,今年已经79岁。 他1964年毕业于湖南大学机械系铸造专业,毕业后在一汽铸造厂工作。 1966年他报名来十堰参加二汽通用铸锻厂(20厂)的筹建。 和他先后报名援建二汽的一汽职工,有1278名。 孙家炳主要负责工厂厂房总体设计,还要组织土建和设备安装调试,直至投产。 这在今天是不可思议的事,因为跨越的专业范围太大。 不可能交给一个人完成。 但当时,孙家炳的学历和工作经历,令他成了做这些顶层设计工作的不二人选。 工厂建成后,他还要编制和审核各种工艺技术文件及质量技术标准,对工厂生产进行指导。 这个过程,历时3年。 1966年他被批准支援二汽,1967年4月,二汽20厂破土动工,当时大部分援建人员还在长春,在纸面上完成生产线设计准备工作。 孙家炳回忆道,当时他们都住在十堰当地的老百姓家里。 每天踩着土路去工厂,吃饭地点就在位于现在东风水务公司那里二汽建的食堂,与红卫片几个二汽工厂的筹建人员一起搭伙吃饭,没有新鲜蔬菜和肉食,只有咸菜,大家并不计较,因为来这里参加筹建工作,本身就是准备吃苦的。 职工们带有被子,但是没有床,就买来当地山上最多的马尾松,把树干剖开后,做成4个腿的长凳子,把两个长凳子分别放在两头,再在上面放上用细竹竿串起来的竹床板,铺上稻草当垫子,就可以在上面休息了。 当时办公条件差,搞设计没有办公桌,就利用简易床铺办公。 找来板子放到床铺上画图。 孙家炳在床铺上画了来十堰后的第一张图,即通用铸锻厂铸铁车间工艺平面布置图,没法画得十分规范,只能算是个简单、粗糙的工艺设计方案。 中南设计院根据孙家炳团队提供的方案做土建施工设计,北京三建进行土建和设备安装。 造出了一台直径400毫米的冲天炉。 这台冲天炉生产了第一批二汽基建急用的铸件。

不过,汽车的制造基础太薄弱。 二汽第一批EQ240,参加了国庆游行,后几经改型,终于在1975完成第一辆质量稳定成品车, 6轮驱动2.5吨级越野军用卡车,才算正式生产出来。 25Y的诞生,促进了解放军的轮式装备的发展。 应该说,此时的EQ240,颇具前苏联乌拉尔的风格,涉水深度超过1.5米。 1978年,二汽总装线已经形成了每年5000辆的生产能力。 产能上去了,利润却下来了。 原因在于军方订单的减少。 当时二汽空有几千辆的产能,却只能接到每年不到1000辆的订单。 二汽第二任厂长黄正夏组织工程师一共整理出64项技术难关,以总工孟少农为核心组建公关团队,终于在年底,迎来了一轮转折。 5吨民用载货车EQ140正式下线。
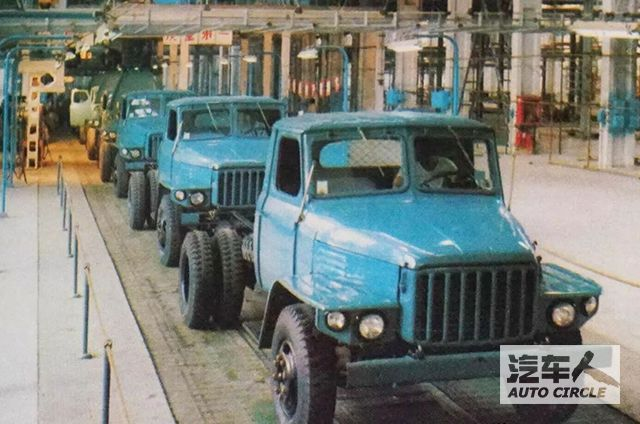
民用140底盘的四驱版本,满足高海拔,多山地区的行驶条件。 此车也被称作“高原型”140,在云贵川地区有一定保有量。 没有一款产品可以长青,当时的厂长黄正夏称“只要政策,不要投资”。二汽自筹资金,分期续建。依靠自己努力,提前两年建成了年产10万辆汽车生产能力。到1985年,二汽在汽车产、销量,上缴国家利润和税收方面,均占全国汽车企业60%以上,创造了上世纪80年代的辉煌。

沐雨栉风,披肝沥胆,50年弹指一挥间,多少建设者在十堰的山沟里,度过了自己最好的青春年华,直到两鬓斑白。他们悄悄地引退,而新鲜血液不断补充进来,“二汽”在不断积累中实现了从军用装备制造商到民用产品为主的蜕变。 1992年9月4日,被称呼了23年的“二汽”更名为东风汽车公司,走出这一步,意味着东风公司义无反顾地站在了市场经济的潮头。

2018年,东风公司销售汽车383万辆,稳居行业第二位,自主品牌销售超过120万辆,位居百万辆以上自主企业前三。
此刻,启航正当时
东风公司技术中心智能网联部副部长边宁,就坐在技术中心的大楼里,向媒体介绍东风智能网联研发的进展。

东风公司技术中心智能网联部副部长边宁 这位80后的德国海归是新一代东风人拥有全球履历的缩影。 他在国内读本科,去德国慕尼黑工大读硕士,在西门子读博士,毕业后在西门子工作。 按照预定的“人生剧本”,他应该留在德国一直工作到退休。 而德国大陆收购西门子汽车板块业务后,边宁到了德国大陆集团工作。 后来,东风公司到欧洲招聘,他被招募回国,随后开始负责东风公司技术中心智能网联这一前沿业务。 经过数年发展,边宁认为东风公司在智能网联的落地方面,已经进入国内第一梯队。 他同时认为,东风公司在技术研发领域坚持自主开发和对外合作,应该是并行不悖的。

目前,东风公司旗下的襄阳达安汽车检测中心,正在建成封闭的智能网联试验场。 能够做到全车型(包含商用车)的模拟试验,模拟高速、动态广场、智能小镇和低附着性能路已逐步到位,用于L3级别自动驾驶的测试场景,投入使用的多达65个,未来还将有140个场景加入。 丰田高管参观达安中心时,称这里是他见过的“全球最先进”的试车场之一。 “虽然我们拿出的量产车是L2级的,不过东风做L3自动驾驶的态度是扎实的。 ”边宁称。 东风公司目前的自动驾驶产品开发能力处于第一阵营,涵盖高速、高架单车道辅助驾驶和自动泊车。明年L3自动驾驶产品将下线。

在智能网联方面,东风与一汽、长安共同联合腾讯、阿里、苏宁等互联网企业,组建T3出行公司,东风出行也在快速发展,“智行隆中”项目有序推进,东风风神全新一代AX7搭载的WindLink3.0人工智能车机系统,实现智能化体验行业领先。 在电动化方面,东风公司坚持电动、混动、氢动并进,由东风公司牵头,联合同济大学、新源动力、武汉理工和一汽集团等承担了《全功率燃料电池乘用车动力系统平台及整车开发》国家课题,并已经完成样车开发。 同时,正在武汉建立氢燃料电池研发中心和产业基地,在十堰、襄阳推进加氢站建设。 投资近百亿的东风新能源1号园区已建成投产,逐步形成80万套电控系统、20万套电池系统的制造能力。

东风的未来已经画就,执行正在路上。 前进道路上的挑战仍然艰巨,但一想到东风人从条件艰苦的大山深处,创造了中国汽车工业史上的一段佳话,眼前的挑战,就不算什么了。 50年太久,永争朝夕。 东风开拓进取、奋斗不息的历程注定继续,新一代东风人,拥有同样的勇气,站在更高的起点,具备全球化视野,无疑将续写更辉煌的东风履历。 (文/《汽车人》张敏,本文原载于《汽车人》杂志2019-9月刊) 【 版权声明】 本文系《汽车人》独家原创稿件,版权为《汽车人》所有。如需转载,转载方必须与“汽车人传媒”(邮箱:qcr007@126.com或电话:010-63135250)联系,获得同意取得转载授权,否则必将追究法律责任。敬请关注“汽车人传媒”公众号(qcr0505)。
编辑:大华
今日话题
你如何看待东风汽车未来的发展?欢迎在留言区分享你的观点!






















 粤公网安备 44010602000157号
粤公网安备 44010602000157号
